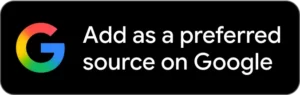



Day three at the Downland Cycles frame-building course brings with it the harsh reality of frame-building, more filing. And more scarily, filing the actual real tubes that will become our frames and hold our bodies off the tarmac and career us down hills at high speeds. Gulp.

Bryan has decided that I’m making a lugged frame, whether that’s because he feels it suits the fixed-wheel aesthetic of my bike or because he’s seen the quality of my filing and it’s more suited to a lugged construction that’s more tolerant of a poor join and covers any mistakes isn’t discussed. The bike-fitted dimensions and angles of the frame I’m making have to be fiddled about a bit to make them fit the lugs because they come cast in set angles, but there’s a little bit of wiggle room within them so there’s some shuffling about with numbers on the computer screen to get everything to play together nicely. The bottom-bracket needs to come up a bit but it’s not necessarily a problem, a 5mm drop in the bottom-bracket is the equivalent to a 15 PSI difference in tyre pressure, or an extra 2kg in body weight according to Bryan. And a fixed wheel might benefit from a little bit more crank clearance for pedaling through the corners. We’ll live.

Bryan gives me the lower lug height, the distance from the bottom of the head-tube to the base of the junction with the down-tube, this sets the front of the frame at the right aspect and the rest of the tubes hang off that. We go to rummage around in the tubes in the cubby-holes in the corner of the workshop and pick the three main tubes suitable for my build. There’s a note or two about butting, you need to make sure you get the seat-tube the right way up or the seat-post won’t go down, for instance.

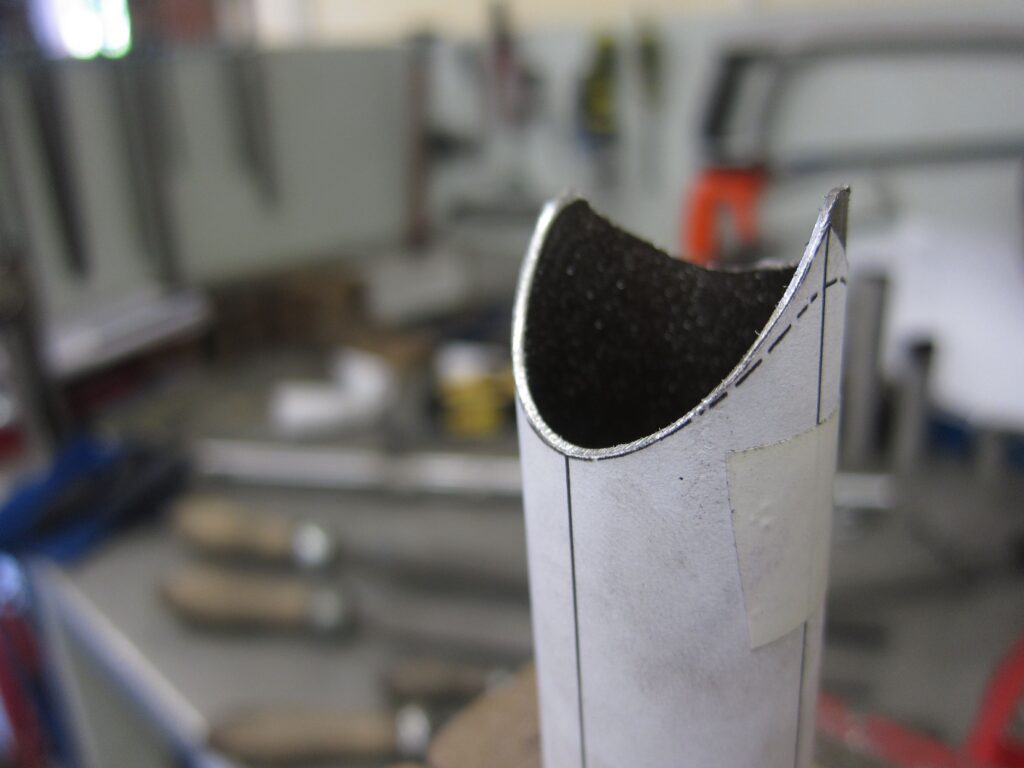
First up to the bench to be mitred is the seat-tube to bottom-bracket junction. Shove the seat-tube into the bottom-bracket lug, the right way up, and draw around the lugs internally to describe the correct shape for the mitre at the bottom of the tube. It may be in a well hidden and unglamorous part of the bike but it still needs to be done right. And the bottom-bracket needs to be able to fit through.

There’s a large chunk of tube that needs to be removed before I can get to the delicacies of mitreing so it’s straight in with the hack-saw to chop out a lump and save a large amount of filing time. Deep breath, this is a real tube for the real bike, the first cut is the deepest, don’t mess it up. Deep breath, think about a cup of tea as a delaying tactic, deep breath. These frame tubes seem to be a lot tougher to work than the practice ones of the previous day, it makes it both harder and easier, it’s slower to work the metal but that makes it less susceptible to making mistakes. But all in all it feels significantly less frightening than before, there’s still a lot of opportunity to get it horribly horribly wrong though, and this is just the first bit of the first tube.
Big bastard file, medium file, small file, do what you think is your best and offer the mitre up to its corresponding tube or lug and see just how far out you are. Check the centre lines, check for wiggle, check for gaps. File where necessary. Nibble at the edges. Repeat. Repeat. Repeat. Repeat. Repeat. Repeat till good.

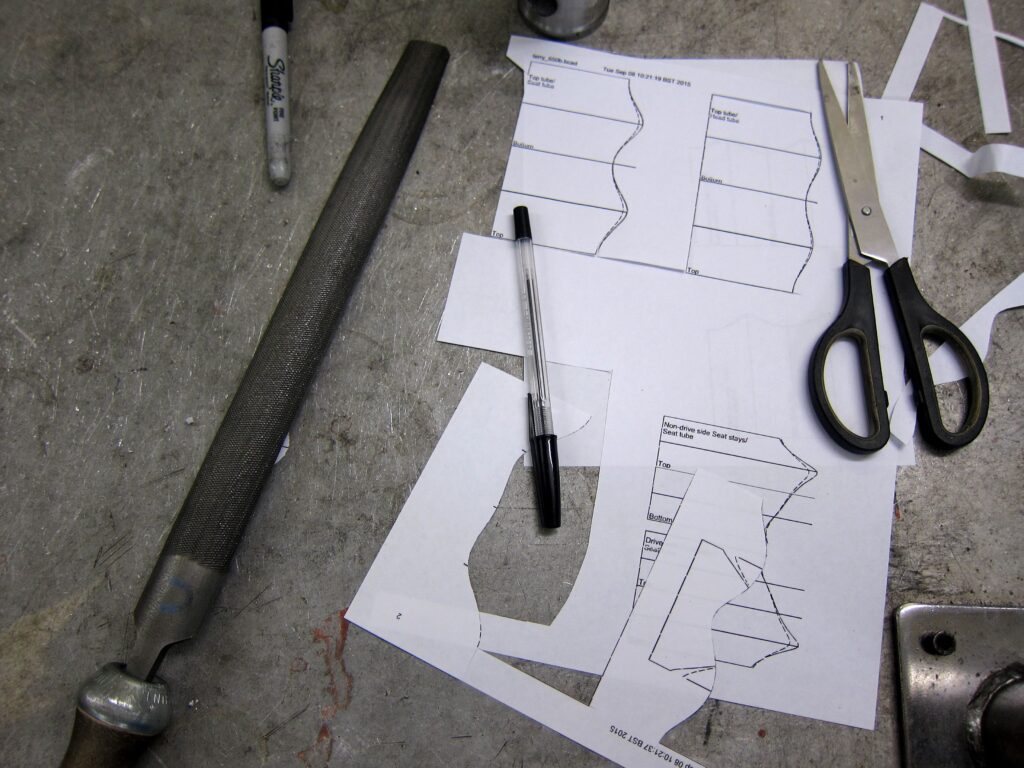
Next on the list is the head tube to down tube joint. First cut the head-tube to size, it’s meant to be 163mm from lower lug to upper lug but we’re adding an extra 50mm, leaving excess tube top and bottom makes working with the lugs easier and can be chopped down later. Chop, done, a quick and simple job with the cutting guide.

Down tube to cut now, and things start to get complicated. First off make sure the longest butt is towards the front, then figure out where the butts stop and how they need to lie between the lugs. Work out the length of the tube, double triple check that, make a template for the mitre, cut big bits away. Be careful. That saw cut’s getting a bit close to the template, best stop. I ain’t no handyman.
File away again, the tools are feeling more familiar in the hand now, and I can tell by the noise of rasp on metal if it’s a good swipe or not, there’s a thin veneer of confidence forming over the initial fear. As predicted there’s a favourite file emerging from the rack.
Bryan shuffles across to help at times and he has that swiftness of judgment, effortless technique and knowledge of what to do, where and how that only comes with years of work, repetitive action and hands-on experience. Just watching him work teaches me a lot and the negative shape he teases into a tube in under thirty seconds is something what would take me at least fifteen minutes of bludgeoning, probably. Maybe half an hour. Only people that are very very good make it look easy. The edge of the filed metal takes on a sheen that I’ve not been able to muster, and am likely not to this week.
File and check the mitre against the tube, file and check, just the smallest of runs with a file can make a big change. This is the difference between a beginner and a craftsman, someone who just knows needs to waste less time just checking. About now I have a moment of clarity where it all suddenly starts to make sense and there’s a small flash of a glimpse of understanding when offering up the mitre of the down-tube to the headtube clamped in the jig. There’s a subtle, satisfying and distinguishable metal on metal noise when the two tubes just fit together, with no gap and no rattle.

That junction done it’s time to take care of the other end where it mates with the bottom-bracket. There’s no exact way round this and it can be a little bit messy, mark the tube with the internal and external edges of the lug with pen, file as best you can, offer the bottom-bracket shell up to check, repeat. File and repeat, file and repeat, yet again. You’re getting the gist.

While I’m busy with my mitre and lug work Terry is on the other side of the room facing his own filing demons. He has a complicated down-tube to head-tube junction to navigate, not helped by the down-tube having a bend in it, and while I’m working away I can hear him file and then stop, and then file again, and then stop. There are pauses for a bit of quiet in the constant noise, a little chat, a reassurance that we’re both doing okay, then back to filing. Hark, hark, hark, hark, hark, hark. Hark. This goes on for most of the day and come suppertime we’re both mentally and physically exhausted. My hands – that haven’t seen a decent day’s work in their lives – are getting calluses, and that finger hurts.
I wasn’t expecting to be a man so early the next day but the moment I’m in the door I’m using big power-tools and playing with fire. Hear me roar.
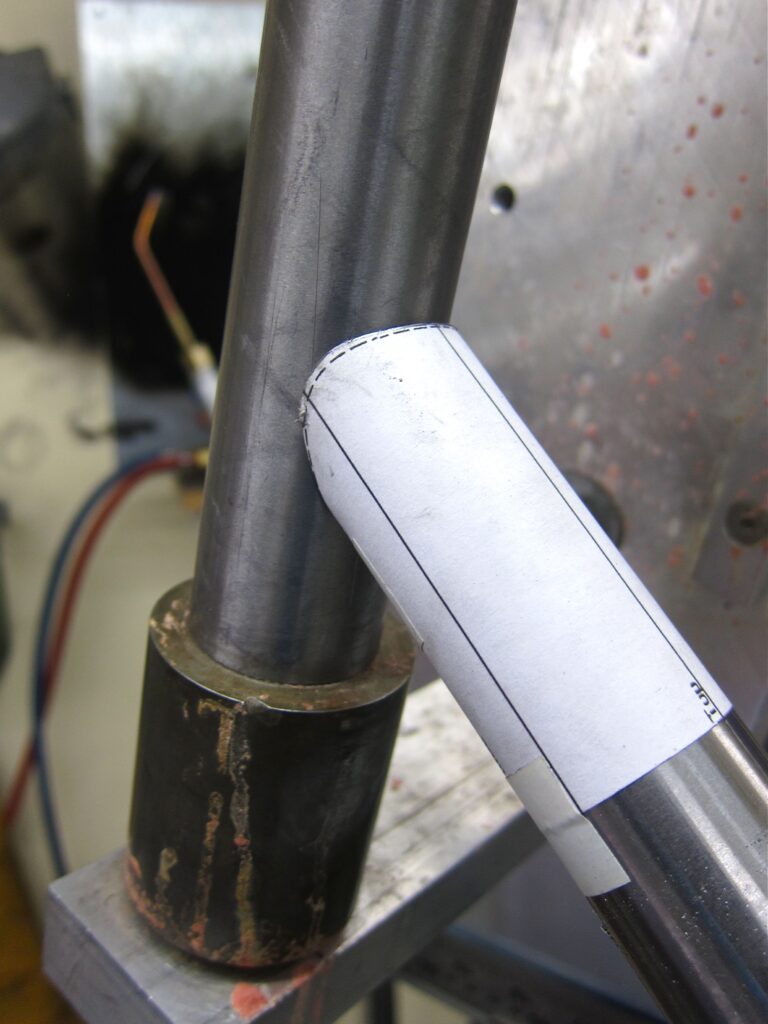
With the down-tube all sorted and in place it’s time to work out where the bottle cage goes, drill some holes and braze some bosses in. Unbeknownst to me there’s certain guidelines for where the bottle bosses go, they need to put the bottle clear of any chainrings and rotating feet, and not be so far down that the bottle can’t be reached, they also have to not get in each other’s way if there’s a cage on the seat tube as well. I guestimate where my bottle should go and I figure that the lower bolt hole should be 170mm from the bottom bracket. I was way out, a brief look around the available bikes shows that anything from 205mm to 230mm is more usual. I choose an odd number, because I like odd numbers, somewhere in the middle of those two.

Find the centre line of the tube (you did scribe the centre line didn’t you?) and centre punch a divot where you want the holes to sit, 64mm apart. I get this wrong and punch a neat dent a few mm to the left of the centre line. I’m no handyman. Hopefully that will be swallowed up by the hole, or covered by the boss. Ahem. Over to the big drill in the corner to pop some holes in, ready for some threaded inserts to be silver brazed in, with nice diamond shaped bosses surrounding them, the bottom one bigger than the top, to be different. Bryan raises an eyebrow.
After a couple of test drills I’m left alone to put the real holes in the real tubes, continuing with the hands-off style of the course. You don’t get spoon-fed through your frame here, when Downland Cycles say you’re going to build a frame then you actually do, every last bit of it, no-one else does the tricky bits to leave you to pansy about with the pretty peripherals. A helping hand might intervene at times but it is predominantly all-your-own-work. I’m not nervous, at all. No. Bryan isn’t looking over me to make sure I’m not going to drill my hand into the tube or the desk or anything, in fact he’s left the room. Over the days we realize that if Bryan leaves us alone then we’re probably doing ok, it’s almost reassuring.

Holes drilled it’s time to do some brazing practice. Gulp. Fire. Aprons, masks, the big gloves. Grown up. Flux daubed on all over and around the joint, it’s there to clean the tube, lube things and be used as a visual indicator of the heat of the tube. Heat the area up with the torch, make sure you use the hottest part of the flame, just there, 850 – 950 degrees, wait for it to get to the right temperature, what’s the flux doing, it goes from white to clear and then you wait for the volcanoes to appear, and straight in with the brazing rod, fast, add it to the heated tube, not to the flame, and make sure that torch isn’t held too close or for too long on that tube, it’ll burn through. Definitely nervous now. There are a lot of things to learn in quick succession with the added danger of fire and molten metal.

After a quick practice on a bit of old tube it’s straight on to putting the bottle bosses onto my down-tube. I could have done with a few more trial runs really. Gulp. Heat the area around the boss, test the rod, not quite yet, try again, let the silver braze flow round the bottle boss, tease it around with the torch and let it follow the heat. Job done. Phooooo. And that was just a boss, not even an important join.

Clean the flux off with boiling water and tidy up the messy residue with file and sandpaper to leave a good looking tidy bottle boss. Get the edges nice and crisp. I’ve managed to fill the thread of one of the bosses with silver, cack-handed me, so it takes a bit of work with a threaded tap or two to clear that out. Sorry Bryan. He does have a ratcheting tapping tool which is probably the coolest thing I’ve seen for a while, so I’m happy he gets to use it.

Brazing the bottle bosses on needs to be done before all the tubes can be put together in a vaguely bike shaped shape, which is what we’re close to right now. The lug for the top of the seat-tube needs to have an internal step filed away so I get to use the lug-vice, there’s a first for a Wednesday, and industrial Dremel away the excess. Then the top-tube mitre onto the seat-tube needs cutting. It’s a more complicated shape than my previous mitres with elongated sides that wrap a long way around the seat-tube. Check measurements and check again, apply the template and start filing. Again.
Even though you think you’re doing it right there’s always the nagging feeling that you might be doing it completely wrong, but it’s probably too late to stop. There’s just my head-tube to top-tube joint to do now to finish off mitreing the tubes of the front triangle and it all starts to get a bit serious and bit confusing. Half a degree of error in one place can equate to a big error by the time it’s worked its way around the tubes to somewhere else. There’s a jiggling of tubes on my frame in the jig and that bit doesn’t quite fit there so a little bit needs to come off there, I think. And a little bit more, and a bit more. File, offer the mitre up to the tube, repeat. Turns out I’ve been measuring and cutting the top-tube to a mark on the head-tube that was there to signify the top of the lug rather than where the top of the tube should sit a few mm lower. Ahhhhhh. Klutz. By an incredible amount of fluke the tube fits where it should do anyway. A shiver of cold sweat sweeps across my entire body. Phew.

Put all the tubes together in the lugs, shuffle them about a bit till there’s no woggle in any of them. Bryan checks that everything’s tickety-boo, breathe a sigh of relief. The front triangle is all ready to be stuck together. I need a beer, luckily we’re going to the pub.

























